Most Common Problems for Beginners - 3D Printing
Published On: 2022-11-09

Warping

Sources - MadisonJames
Another common issue is warping. This happens when the plastic cools too quickly and shrinks unevenly, causing the corners of your print to lift off the build plate. The best way to prevent warping is to use a heated build plate and/or enclose your printer. This will help keep the plastic warm and prevent it from cooling too quickly.
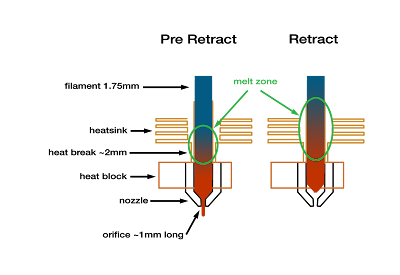
Filaments used in FDM 3D printing are typically thermoplastics, which can melt (convert to liquid), cool (change to solid), and retain mechanical qualities. In 3D printing, we heat the filament to a temperature over its melting point so that it may be extruded onto a build plate in liquid form.